產品[
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
]資料
如果您對該產品感興趣的話,可以

產品名稱:
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
產品型號:
QC11K
產品廠商:
貝勒數控
簡單介紹
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
剪板機機器的**技術與維護
1、剪板機操作者必須熟悉本機器的結構和性能。本機器為多數人同時操作,因此必須有專人負責指揮生產。
2、切忌將手伸入剪板機上下刀片之間,以免發生事故。
3、一切雜物工具,請勿放在工作臺上, 以免軋入刀口造成事故。
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機的詳細介紹

擺式剪板機 機械剪板機 腳踏剪板機 手動裁板機 腳踏裁板機 電動剪板機 金屬剪板機 棒料剪板機 液壓擺式剪板機 A3板剪板機 數控閘式剪板機 閘式剪板機 QC11Y液壓閘式剪板機 QC11K數控液壓閘式剪板機 板料剪板機 手動剪板機 Q11系列剪板機 小型電動剪板機 液壓剪板機
液壓閘式剪板機 液壓精密剪板機 小型機械剪板機 QC12Y液壓擺式剪板機 QC12K數控液壓擺式剪板機 QC12Y 6*2500液壓擺式剪板機 QC12Y 6*3200液壓擺式剪板機 QC12Y 6*4000液壓擺式剪板機 QC12Y 6*5000液壓擺式剪板機 QC12Y 6*6000液壓擺式剪板機 QC12Y 8*2500液壓擺式剪板機 QC12Y 8*3200液壓擺式剪板機 QC12Y 8*4000液壓擺式剪板機 Q11系列剪板機 專業生產數控剪板機廠家 小型電動剪板機 簡易數控剪板機 液壓擺式剪板機 *好的液壓擺式剪板機質量*穩定 液壓閘式剪板機 品牌數控剪板機 液壓精密剪板機 QH11D機械精密剪板機 機械精密剪板機 專業生產數控剪板機廠家 小型機械剪板機 簡易數控剪板機 簡易數控剪板機 液壓數控剪板機 簡易數控剪板機 生產線配套剪板機 簡易數控剪板機 液壓數控裁板機直銷 品牌液壓擺式剪板機 品牌液壓閘式剪板機 QH11D機械精密剪板機 品牌數控液壓擺式剪板機 品牌數控液壓閘式剪板機 *好的液壓擺式剪板機質量*穩定/ /專業生產數控剪板機廠家/品牌數控剪板機/供應數控系列剪板機/小型液壓閘式剪板機,4x1500液壓剪板機 數控剪板機 閘式剪板機 擺式剪板機


剪板機操作
步 驟
剪板機可能產生的情況
一、剪板機刀架在正常位置,即上刀架無自落現象時,
1
1)開動剪板機機器作空轉若干循環,確保在正常情況下,試剪不同厚度板料,由薄至厚。
確保用戶熟悉剪板機性能。
2)試剪時不同板厚時必須調對不同刀片間隙。
若不調對相應的刀片間隙,則影響刀片耐用度。
2
1)剪板機在剪切過程中打開壓力表開關,觀察油路壓力值,剪12mm板時壓力應小于20MPa。
此遠程調壓閥No9,出廠時壓力調定20—22MPa,用戶必須遵守此規定,不得為剪超規定材料面提高壓力,造成機器損壞。
2)操作時聲音平衡。
剪板機如有雜音,應停車檢查。
3)剪板機操作時油箱提高溫度<60度
超過時關機休息。
4)No9、No10、No11、No12閥出廠時均已調定,請勿亂動。
液壓擺式剪板機油缸并聯
二、剪板機液壓系統的故障及排除
故障現象
產生原因
排隊方法
剪板機油路建立不起壓力,上刀架無動作。
剪板機電磁換向閥電器插頭接觸**。
檢查電器插頭。
剪板機電磁換向閥閥芯被雜物卡死或拉毛面不動作。組合閥各閥芯密封口有 雜物而不起封閉作用。組合閥內各節流孔阻塞。
檢查拆洗。上刀架回程緩慢或不能回到上死點,上刀架與壓料缸動作順序不協調。
剪板機回程缸氮氣壓力不足。
分別檢查并加以調整到額定壓力。
三、剪板機機器的調整與操作
1、剪板機刃口間隙的調整 刃口間隙調整的是否恰當是影響剪切質量和延長刀片壽命的重要因素。
間隙調整時暫將鎖緊螺釘松開,然后轉動手柄至所需的刻度值,再將螺釘鎖緊。
球閥作測量上下刀片刃口間隙均勻度之用。具體方法是以單次行程,當上下架行至下死點時,即迅速轉動球閥關閉油路,使上刀架停于下死點。然后繼續微量開閉球閥,使上刀架在全行程上逐段上升,此時即可逐段測量刃口間隙之均度。
2、剪板機操作前的準備
1)剪板機清洗各機表面之油污,注意截止閥上刻線應位于開啟位置。
2)剪板機各潤滑部位注入潤滑脂。
3)在剪板機油箱中加入L-HL46號機械油(油液必須清潔)。
4)機器接地,接通電源,檢查各電器動作之協調性。
3、操作
1)開啟剪板機機器作若干循環,在確保無不正常情況后,試剪不同厚度板料(由薄至厚)。
2)在剪切過程中,打開壓力表開關,觀察油路壓力值,如有不正常可調整溢流閥至合乎規定要求。
3)操作時,如發現有不正常雜音或油箱過熱現象,應立即停車檢查。油箱*高溫度不超過60度。
四、剪板機機器的**技術與維護
1、剪板機操作者必須熟悉本機器的結構和性能。本機器為多數人同時操作,因此必須有專人負責指揮生產。
2、切忌將手伸入剪板機上下刀片之間,以免發生事故。
3、一切雜物工具,請勿放在工作臺上, 以免軋入刀口造成事故。
4、應定期檢查刀口鋒利情況,如發現刀口用鈍,應及時磨利或調換,刀片之磨利只需磨利刀片的厚度。
5、應定時檢查機器各部分,以保持機器及周邊場地清潔,電纜絕緣良好。
6、裝于油泵吸油口上的網式濾油器應經常檢查清洗,使濾油器保持應有的通油量。若濾油器被堵塞,通油量減小,將使油泵吸空,影響油泵的壽命。
7、剪板機回程缸壓力低時, 可對回程缸進行充氣。方法是:取下保護帽和氣閥帽,裝上充氣工具,充氣工具另一端接氮氣瓶(不得用氧氣),打開充氣工具,緩慢打開氮氣瓶截止閥,注意充氣壓力表。至6.0MPa時立即關閉擔氣瓶截止閥。關閉充氣工具,打開充氣工具,裝上氣閥帽和保護帽。
8、每三個月檢查剪板機回程缸內氮氣壓力一次,低于規定壓力應充氮氣。剪板機是進行剪切加工的沖壓機床。剪板機主要對板料進行剪裁,同時也可以用于線材的切斷。用于線材切割時,一般可切割直徑小于12mm的材料,根據剪板機的標稱*大剪切厚度決定,但是由于線材切割對于刀具刃口有一定的損傷,所以盡量不要使用較精密的設備進行線材剪切。相對其它機床設備,剪板機功能結構較為簡單,但剪板機在板料切割方面。
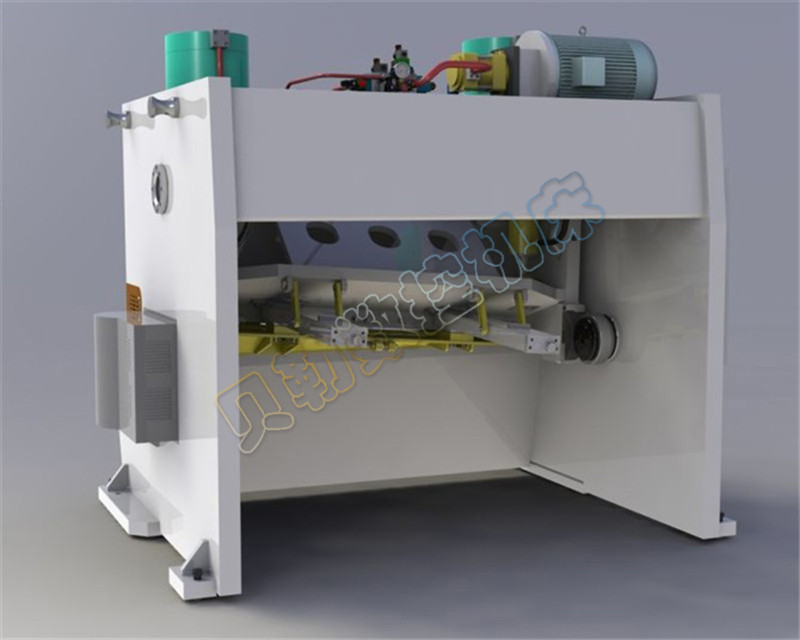
性能特點:
采用鋼板焊接結構,液壓傳動,蓄能器回程,操作方便,性能可靠,外形美觀。
刃口間隙調整有批示牌指示,調整輕便迅速。
設有燈光對線裝置,并能無極調節上刀架的行程量。
采用柵欄式人身**保護設置
后擋料尺寸及剪切次數有數字顯示裝置。

剪板機操作
步 驟
剪板機可能產生的情況
一、剪板機刀架在正常位置,即上刀架無自落現象時,
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機1
1)開動剪板機機器作空轉若干循環,確保在正常情況下,試剪不同厚度板料,由薄至厚。
確保用戶熟悉剪板機性能。剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
2)試剪時不同板厚時必須調對不同刀片間隙。
若不調對相應的刀片間隙,則影響刀片耐用度。
2剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
1)剪板機在剪切過程中打開壓力表開關,觀察油路壓力值,剪12mm板時壓力應小于20MPa。
此遠程調壓閥No9,出廠時壓力調定20—22MPa,用戶必須遵守此規定,不得為剪超規定材料面提高壓力,造成機器損壞。剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
2)操作時聲音平衡。剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
剪板機如有雜音,應停車檢查。
3)剪板機操作時油箱提高溫度<60度
超過時關機休息。剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
4)No9、No10、No11、No12閥出廠時均已調定,請勿亂動。
液壓擺式剪板機油缸并聯剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
二、剪板機液壓系統的故障及排除剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
故障現象剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
產生原因剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
排隊方法
剪板機油路建立不起壓力,上刀架無動作。
剪板機電磁換向閥電器插頭接觸**。
檢查電器插頭。
剪板機電磁換向閥閥芯被雜物卡死或拉毛面不動作。組合閥各閥芯密封口有 雜物而不起封閉作用。組合閥內各節流孔阻塞。
檢查拆洗。上刀架回程緩慢或不能回到上死點,上刀架與壓料缸動作順序不協調。
剪板機回程缸氮氣壓力不足。
分別檢查并加以調整到額定壓力。
三、剪板機機器的調整與操作
1、剪板機刃口間隙的調整 刃口間隙調整的是否恰當是影響剪切質量和延長刀片壽命的重要因素。
間隙調整時暫將鎖緊螺釘松開,然后轉動手柄至所需的刻度值,再將螺釘鎖緊。
球閥作測量上下刀片刃口間隙均勻度之用。具體方法是以單次行程,當上下架行至下死點時,即迅速轉動球閥關閉油路,使上刀架停于下死點。然后繼續微量開閉球閥,使上刀架在全行程上逐段上升,此時即可逐段測量刃口間隙之均度。
2、剪板機操作前的準備
1)剪板機清洗各機表面之油污,注意截止閥上刻線應位于開啟位置。
2)剪板機各潤滑部位注入潤滑脂。
3)在剪板機油箱中加入L-HL46號機械油(油液必須清潔)。
4)機器接地,接通電源,檢查各電器動作之協調性。
3、操作
1)開啟剪板機機器作若干循環,在確保無不正常情況后,試剪不同厚度板料(由薄至厚)。
2)在剪切過程中,打開壓力表開關,觀察油路壓力值,如有不正常可調整溢流閥至合乎規定要求。
3)操作時,如發現有不正常雜音或油箱過熱現象,應立即停車檢查。油箱*高溫度不超過60度。
四、剪板機機器的**技術與維護
1、剪板機操作者必須熟悉本機器的結構和性能。本機器為多數人同時操作,因此必須有專人負責指揮生產。
2、切忌將手伸入剪板機上下刀片之間,以免發生事故。
3、一切雜物工具,請勿放在工作臺上, 以免軋入刀口造成事故。
4、應定期檢查刀口鋒利情況,如發現刀口用鈍,應及時磨利或調換,刀片之磨利只需磨利刀片的厚度。
5、應定時檢查機器各部分,以保持機器及周邊場地清潔,電纜絕緣良好。
6、裝于油泵吸油口上的網式濾油器應經常檢查清洗,使濾油器保持應有的通油量。若濾油器被堵塞,通油量減小,將使油泵吸空,影響油泵的壽命。
7、剪板機回程缸壓力低時, 可對回程缸進行充氣。方法是:取下保護帽和氣閥帽,裝上充氣工具,充氣工具另一端接氮氣瓶(不得用氧氣),打開充氣工具,緩慢打開氮氣瓶截止閥,注意充氣壓力表。至6.0MPa時立即關閉擔氣瓶截止閥。關閉充氣工具,打開充氣工具,裝上氣閥帽和保護帽。
8、每三個月檢查剪板機回程缸內氮氣壓力一次,低于規定壓力應充氮氣。剪板機是進行剪切加工的沖壓機床。剪板機主要對板料進行剪裁,同時也可以用于線材的切斷。用于線材切割時,一般可切割直徑小于12mm的材料,根據剪板機的標稱*大剪切厚度決定,但是由于線材切割對于刀具刃口有一定的損傷,所以盡量不要使用較精密的設備進行線材剪切。相對其它機床設備,剪板機功能結構較為簡單,但剪板機在板料切割方面。
性能特點:
采用鋼板焊接結構,液壓傳動,蓄能器回程,操作方便,性能可靠,外形美觀。
刃口間隙調整有批示牌指示,調整??便迅速。
設有燈光對線裝置,并能無極調節上刀架的行程量。
采用柵欄式人身**保護設置
后擋料尺寸及剪切次數有數字顯示裝置。



一、產品特點:剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
1、采用鋼板焊接結構,液壓傳動,蓄能器回程,操作方便,性能可靠,外形美觀;
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機2、刃口間隙設有快調機構,調整輕便迅速;
3、刀架行程無級調節,機動后擋料裝置并可手動微調,后擋料尺寸和剪切次數均有數字顯示裝置;
4、電箱設有開門斷電保護裝置,確保維修過程的**。 剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
二、機器配置剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
1.先進的集成式液壓系統,減少了管路安裝,保證了機床運行中高度的可靠性和**性。
2.壓料機構:出安裝在機架前面支承板上的若干個壓料油缸進油后,壓料頭在克服拉力彈簧的拉力后下壓,壓緊板料。在剪切完成后,剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機借助于拉力彈簧的拉力而復位。壓料力的大小隨被剪切板厚度的增加而增大。
3、后擋料的調節由伺服電動機驅動,經齒輪減速后由滾珠絲桿傳動。
三、產品技術參數:剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
|
型號
|
可剪規格(mm)
|
剪切角度(°)
|
行程次數(Min-1)
|
后擋料距離(mm)
|
主電機功率(KW)
|
外形尺寸(mm)
|
|
4×3200
|
4×3200
|
1.5
|
14
|
20-600
|
4
|
3200×1650×1620
|


- 溫馨提示:為規避購買風險,建議您在購買前務必確認供應商資質與產品質量。
- 免責申明:以上內容為注冊會員自行發布,若信息的真實性、合法性存在爭議,平臺將會監督協助處理,歡迎舉報
剪板機 數控剪板機 數控擺式剪板機 數控閘式剪板機
的相關產品